





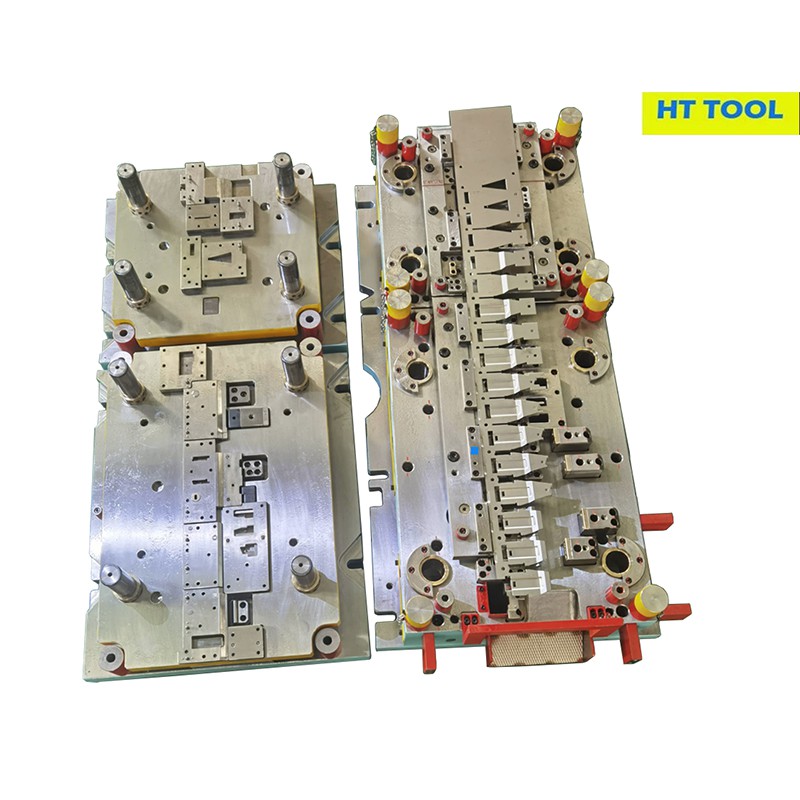
Saliktais rīks un progresīvais rīks
Produkta izmērs: 2500L * 700W * 550H
Materiāls: oglekļa tērauds, nerūsējošais tērauds, alumīnija plāksne, misiņš, varš vai cinkota lokšņu metāls utt.
Produktu apraksts
|
Produkta nosaukums |
Saliktais rīks un progresīvais rīks |
|
Preces Nr. |
HTSD-004 |
|
Produkta izmērs |
2500L*700W*550H |
|
Materiāls |
Oglekļa tērauds, nerūsējošais tērauds, alumīnija plāksne, misiņš, varš vai cinkota loksne utt. |
|
Materiāla biezums |
0.5-8mm vai pielāgots |
|
Virsmas apstrāde |
Cinkots, pulverkrāsots, krāsošana, pulēšana, suku, hromēšana, anodēšana, smilšu strūklu utt. |
|
Apstrādes iekārtas |
CNC, EDM, Argie Charmilles, frēzmašīna, 3DCMM, |
|
Logotipa metode |
Lāzergravēšana, CNC gravēšana |
|
Pielietojums nozarē |
Automobiļi, Sadzīves tehnika, Elektronika, Aviācija |
|
Iepakojums |
Koka kaste vai pēc jūsu pieprasījuma |
|
Testēšanas iekārta |
Trīs koordinātu mērīšanas mašīna, mikrometrs, suporti, 3D skeneris |
|
Ražošanas iespējas |
150 komplekti gadā |
Saliktā instrumenta un progresīvā instrumenta ieviešana:
Saliktās štancēšanas presformas tiek izgatavotas, izmantojot salikto presformu dizainu. Šis presforma ir izgatavota, lai veiktu vairākus uzdevumus ar katru nospiešanas gājienu, un tos izmanto griešanas darbībām, piemēram, blankēšanai un caurduršanai. Pateicoties spējai veikt uzdevumus ātrāk nekā vienkāršas štancēšanas presformas, saliktās štancēšanas presformas ir piemērotākas sarežģītiem vai sarežģītiem darbiem.
Progresīvā instrumentu štancēšana ir ideāli piemērota ilgām ražošanas sērijām, jo tai ir augsta atkārtojamība. Šajā metāla štancēšanas metodē tiek izmantota viena iekārta ar vairākām presēšanas stacijām. Katra stacija, kurā tiek veikta štancēšanas darbība, automātiski pārvieto izejmateriāla metāla sloksni. Pēc tam gatavā daļa ir jānogriež no sloksnes kā pēdējais solis.


Saliktais rīks un progresīvais rīku process
Saliktais rīks un progresīvais rīks piedāvā rentablu un efektīvu metodi liela apjoma sēriju izgatavošanai, izmantojot progresīvo presformu. Matricā ir vairākas štancēšanas stacijas, kas veic unikālas formēšanas darbības, kad lokšņu metāla sloksne tiek padota caur iekārtu. Nepieciešamo štancēšanas instrumentu apvienošana vienā štancēšanas komplektā uzlabo štancēšanas projekta efektivitāti.
Sekojošie komponenti ir būtiski progresīvai mirstībai:
❆Dietu komplekts
❆ Sliežu pogas (bukses)
❆ Sitieni
❆Perforatora turētājs
❆plāksne (sadaļa)
❆Piespraudes
❆Gliemežu klīrenss
❆ striptīzdejotāja
Saliktais rīks un arī progresīvais rīks var ietvert arī tādas funkcijas kā apakšieliktņi, apturēšanas bloki, slaidi vai sensori. Šo komponentu galvenais mērķis ir nodrošināt precīzu apstrādi ar materiālu.
Progresīvā metāla štancēšana notiek šādi:
Progresīvā matrica ir novietota virzuļa štancēšanas presē.
Prese virzās uz augšu, paņemot līdzi augšējo matricu un ļaujot metāla sloksnei ieplūst iekārtā.
Kad prese virzās uz leju, matrica aizveras, lai veiktu štancēšanas darbību.
Gatavā detaļa tiek atbrīvota no matricas ar katru preses gājienu.
Galīgā nogriešanas stacija atdala gatavās daļas no transportēšanas tīkla.
Mūsu pakalpojumi
CAE analīze: Precīza CAE analīze palīdz uzlabot detaļu kvalitāti un optimizēt progresīvo metāla štancēšanas pārneses presformu un citus štancēšanas instrumentus. Vienlaicīga projektēšana, produktu dizaina pārskatīšana un agrīna iesaistīšanās var palīdzēt saīsināt projekta izpildes laiku. Šis ir mūsu progresīvās metāla štancēšanas CAE simulācijas piemērs:
CAE simulācija

3D pārvietošanas formas simulācija

Zīmogošanas formas projektēšana: Instrumentu projektēšanas nodaļā mēs saviem klientiem varam nodrošināt pilnu pakalpojumu klāstu. Inženieri izmanto AUTOFORM, lai nodrošinātu štancēšanas un simulācijas izgatavojamību (ir pieejami pētījumi par plaisām, grumbām, atsitieniem, kompensācijām, video utt.). Pilnīgai 3D/2D instrumentu projektēšanai mūsu dizaineri (x9) izmanto UG programmatūru.
3D progresīvā metāla štancēšanadizains

3D pārneses matricadizains

Projektu vadība:Katram progresīvajam metāla štancēšanas projektam mēs norīkosim vienu projekta inženieri, kas vadīs visu procedūru no paša sākuma līdz pilnīgai pabeigšanai. Mums ir brīnišķīga projektu vadības komanda, kurai ir spēcīgas inženierzinātnes un laba komunikācija angļu valodā. Tas palīdz jūsu projektam noritēt gludi un labi kontrolēt. Mēs pastāvīgi informēsim klientu par detalizētu informāciju par šo projektu, izmantojot iknedēļas pārskatu un atjauninātus attēlus. Klientam ir viegli vadīt projektu vienlaikus. Mēs nodrošināsim augsta līmeņa klientu apkalpošanu, pilnveidojot sevi. Tikai viens tālruņa zvans vai e-pasts, un jūs redzēsiet, ka mēs esam gatavi jums jebkurā laikā.

Ražošanas izmaksu optimizācija:Cieši sadarbojoties ar klientiem no procesa plānošanas līdz instrumentu projektēšanai, mēs vienmēr tērējam daudz resursu un pūļu, lai maksimāli palielinātu materiālu izmantošanas un preses gājiena ātrumu un samazinātu instrumentu staciju skaitu, vienlaikus nodrošinot ražošanas stabilitāti un atkārtojamību.

Štancēšanas presformu ražošana:HT TOOL spēj iekšēji izveidot progresīvu metāla štancēšanu, lai apmierinātu visas mūsu klientu vajadzības. Mūsu inženieru nodaļa sadarbojas ar mūsu talantīgajiem darbiniekiem, lai nodrošinātu jūsu detaļu kvalitāti. Tālāk esošajā tabulā ir norādīts mūsu apstrādes iekārtu saraksts:
|
Preces Nr. |
Aprīkojums |
Specifikācija (mm) |
DAUDZUMS |
|
1 |
Nospiediet mašīnu |
800 T(4200*1900*1200) |
1 |
|
2 |
400 T (3300*1500*750) |
1 |
|
|
3 |
200 T (2400*840*550) |
1 |
|
|
4 |
Trīs vienā barošanas mašīna |
Platums 600 mm, biezums 0.5- 4,5 mm |
1 |
|
5 |
Trīs vienā barošanas mašīna |
Platums 1200mm, biezums 0.5- 6,0 mm |
1 |
|
6 |
CNC |
2500*1700*1000 |
1 |
|
1100*650*750 |
1 |
||
|
800*500*550 |
3 |
||
|
7 |
Virsmas slīpēšanas mašīna |
1000*600 |
1 |
|
8 |
800*400 |
1 |
|
|
9 |
Manuālā slīpēšanas mašīna |
150*400 |
2 |
|
10 |
Vertikālā urbjmašīna |
ф1~32 |
3 |
|
11 |
Radiālā urbjmašīna |
¢1~32 |
1 |
|
12 |
¢1~50 |
1 |
|
|
13 |
Frēzmašīna |
1150*500*500 |
2 |
|
14 |
Parastas stiepļu griešanas mašīnas |
800*630 |
1 |
|
15 |
500*400 |
4 |
|
|
16 |
Ātrās stiepļu griešanas mašīnas |
800*500 |
1 |
|
17 |
500*400 |
1 |
|
|
18 |
Stoma EDM |
300*200 |
1 |
|
19 |
3D skeneris |
650*550 |
1 |
Zīmogošanas mēģinājums: Mums ir mehāniskā prese no 200T līdz 800T

200T mehāniskā prese
Maksimālais galda izmērs: 2400*840*550mm

400T mehāniskā prese
Maksimālais galda izmērs: 3300*1500*750mm

800T mehāniskā prese
Maksimālais galda izmērs: 4200*1800*1200mm
Vienas pieturas aģentūras pakalpojums: Kā profesionāls progresīvas metāla štancēšanas ražotājs Ķīnas instrumentu rūpniecībā ar stabilām iespējām un ievērojamu jaudu, HT Tool and Die piedāvā klientiem neatņemamu risinājumu, projektējot un būvējot aukstās un karstās formēšanas instrumentus, pārbaudot armatūras un metināšanas džigas globālajā automobiļu rūpniecībā. nozare.
Salīdzinājums starp štancēšanas presformām: vienkāršas un saliktasmirtpret progresīvometāla štancēšanapret Transfer Dies
|
Funkcija |
Vienkāršā mirst |
Saliktā die vai kombinētā die |
Progresīvsmetāla štancēšana |
Transfērs Mirst |
|
Operācijas |
Viena darbība |
Vairākas operācijas (viens gājiens). Ļoti ierobežota ar dizainu. |
Vairākas darbības (secība). Nedaudz ierobežots ar dizainu. Dažām sarežģītām zīmēšanas darbībām būtu nepieciešama pārsūtīšanas matrica |
Vairākas darbības (pārsūtīšana starp stacijām). Ir iespējams jebkurš darbības process. |
|
Stacijas |
Viena stacija |
Viena stacija |
Vairākas stacijas |
Vairākas stacijas |
|
Sarežģītība |
Zems |
Zema līdz vidēja |
Augsta sarežģītība |
Augsta sarežģītība |
|
Pelējuma pārbaude un uzstādīšana |
Viegli |
Grūti |
Mērens. Moduļi samazina sarežģītību un palielina iestatīšanas efektivitāti. |
Parasti vienkāršāk nekā progresīvās, taču ir vajadzīgas pārvietošanas un pacelšanas ierīces, kuru konstrukcija ir arī sarežģīta. |
|
Efektivitāte |
Ļoti zems |
Zems |
Ļoti augsts |
Augsts. Lēnāka nekā progresīva, ņemot vērā nepieciešamās pārsūtīšanas darbības. |
|
Izmaksas |
Zemas instrumentu izmaksas, augstas daļas vienības izmaksas |
Vidējas instrumentu izmaksas, vidējas daļas vienības izmaksas |
Augstas instrumentu izmaksas, ļoti zemas daļas vienības izmaksas |
Parasti augstākas instrumentu un vienības izmaksas nekā progresīvām |
|
Ražošanas apjoms |
Zems skaļums |
Vidējs līdz liels skaļums |
Liels apjoms (piemērots masveida ražošanai) |
Liels apjoms (piemērots masveida ražošanai) |
|
Piemērotība |
Vienkāršas daļas |
Vienkāršas daļas |
Sarežģītas daļas |
Lielākas un/vai ieliektas daļas, sarežģītas daļas |
|
Materiālu izmantošanas līmenis |
Mērens līdz augsts |
Mērens līdz augsts |
Mērens. Nepieciešamība pēc pilotiem un pārvadātājiem var samazināt materiālu izmantošanu. Labs dizains var ievērojami samazināt saražoto lūžņu daudzumu. |
Mērens līdz augsts |
|
Tukšošanas darbība |
1 sitiens |
1 sitiens |
Pēdējā operācija |
Pirmā operācija |
Salikts rīks un progresīvs rīks Pielietojums:

Saliktā rīka un progresīvā rīka piegāde un pakete:

Saliktā rīka un progresīvā rīka izpildes laiks:
|
|
Progresīvs rīks |
Saliktais rīks |
||||
|
Izpildes laiks |
Mazie mirst ( Mazāks vai vienāds ar 1 M ) Nedēļas |
VidējaIzmērs ( 2 M-3M ) Nedēļas |
Liels Izmērs (3M- ) Nedēļas |
SMallIzmērs Mazāks vai vienāds ar 2000 mm nedēļas |
Medijs nomirst 2000-3000mm nedēļas |
Liels izmērs Lielāks vai vienāds ar 3000 mm nedēļas |
|
Simulācija |
2 -3.5 nedēļas |
3.{1}}.5 ned |
5,5 nedēļas |
2 -3.5 nedēļas |
3.{1}}.5 ned |
6 nedēļas |
|
Dizains |
||||||
|
Raksts |
|
|
|
0.5 nedēļas |
0.5 nedēļas |
1 nedēļas |
|
Liešana/tērauds |
0.5 -1 nedēļas |
1 nedēļas |
1,5 nedēļas |
3 nedēļas |
4 nedēļas |
4 nedēļas |
|
Ražošana |
2.{1}}.5 ned |
3.{1}}.5 ned |
7 nedēļas |
2.5 -4 ned |
3.{1}}.5 ned |
7 nedēļas |
|
Termiskā apstrāde |
||||||
|
Montāža |
3 - 4 nedēļas |
5 - 10 nedēļas |
10 nedēļas |
3 - 4 nedēļas |
5 - 10 nedēļas |
10 nedēļas |
|
Lāzera grieztas detaļas |
||||||
|
Atdalītas instrumentu daļas |
||||||
|
OK daļas |
||||||
|
Izpirkt |
||||||
|
Kopā |
8 -12 nedēļas |
13 -22 nedēļas |
24 nedēļas |
11 -15 nedēļas |
16.{1}}.5 ned |
28 nedēļas |
FAQ:
Kādi ir dažādi presformu veidi?
✹dažādi veidņu veidi
✹Simple Die.
✹Saliktā vītne.
✹Progresīvs Mirst.
✹Transfer Die.
✹Kombinācija Die.
✹ Vairāki mirst.
✹Round split Die.
✹Regulējams uzgalis.
Saliktā rīka definīcija un process?
Saliktā instrumenta štancēšana atšķiras no progresīvās instrumentu štancēšanas ar to, ka ar vienu gājienu tiek veiktas vairākas darbības, piemēram, griešana un formēšana. Šī metode ir līdzīga šefpavāram, kurš ar vienu ātru kustību veic vairākus griešanas darbus.
Tas ir īpaši efektīvs plakanu detaļu ražošanā, kur vienlaikus jāpievieno vairākas funkcijas. Šī viena gājiena pieeja nodrošina augstu precizitāti un izlīdzināšanu, padarot to ideāli piemērotu detaļām ar īpaši lielu izmēru precizitāti.
Savienojuma priekšrocībasInstrumentu štancēšana?
Salikto instrumentu štancēšanas galvenā priekšrocība ir tā precizitāte. Tā kā vienā gājienā tiek veiktas vairākas darbības, tiek samazināts līdz minimumam risks, ka starp procesiem var rasties novirzes, tādējādi iegūstot ļoti precīzas detaļas.
Šī metode ir efektīva arī plakano komponentu ražošanā, jo tā samazina nepieciešamo trāpījumu skaitu salīdzinājumā ar citām metodēm, tādējādi paātrinot ražošanu.
Turklāt Compound Tool Stamping mēdz radīt mazāk lūžņu materiālu, tādējādi veicinot izmaksu ietaupījumu un vides ilgtspējību.
Trūkumi un ierobežojumino saliktā rīka
Saliktā instrumenta štancēšanas ierobežojumi ietver zemāku ražošanas ātrumu nekā progresīvajai štancēšanai, jo to parasti izmanto detalizētākam un precīzākam darbam, nevis liela ātruma masveida ražošanai.
Turklāt ir labākas metodes sarežģītām daļām, kurām nepieciešamas vairākas liekšanas vai formēšanas darbības. Izgatavojamo detaļu sarežģītība un dziļums ir ierobežots, kas nozīmē, ka šī metode ir vislabāk piemērota vienkāršākiem, plakaniem komponentiem.
Populāri tagi: salikto instrumentu un progresīvo instrumentu, Ķīnas salikto instrumentu un progresīvo instrumentu ražotāji, piegādātāji, rūpnīca
Jums varētu patikt arī





Nosūtīt pieprasījumu